
To co przez lata zrobiem przelewam na wirtualny papier
Jaki jestem
Witam. Od lat zajmuj si odlewnictwem rekonstrukcyjnym okresy XIV - XVI, zdrową żywnoscią, wypiekiem chleba, domową produkcją wdlin. Do tego mam sklep z narzdziami a ostanio wkrciem si ostro w ASG, strzelectwo survival i wszystko co wiąże si z tym tematem

Blog niezalezny

Witam
Albowiem większa część osób lepiej rozumie informacje patrząc na obrazki, a nie czytając artykuł, opiszę wszystkie obrazkowe informacje opisujące przeznaczenie węży technicznych Norres. Będzie to również znakomity przewodnik po szerokim zastosowaniu tych węży.
Węże techniczne ssawno tłoczące poliuretanowe PU w oplocie https://domtechniczny24.pl/w%C4%99%C5%BC%C4%99-techniczne-szerokie-spektrum-zastosowa%C5%84.html
Znak graficzny przedstawiający zastosowanie węża biorąc pod uwagę 4 kluczowe grupy wg. przesyłanego medium.
Nowa ikona „medium“ - Teraz odbiorca z łatwością może określić do jakiego typu medium jest przeznaczony wąż.
Ikona „medium” charakteryzuje media gazowe, płynne, pyły, ciała stałe jak i ciężkie ładunki ścierne. Ta ikona pozwala użytkownikom błyskawiczny wybór odpowiedniego węża lub systemu, analogicznie sprzedawca może w szybki sposób odszukać to co potrzebuje klient.
Gaz: Wąż nadaje się do przesyłu różnych gazów.
Pył: Wąż jest odpowiedni do transportu pyłów i proszków.
Ciecz: Wąż jest przeznaczony do transportowania cieczy.
Media ścierne: Wąż jest przystosowany do przesyłu artykułów ściernych, takich jak kruszywa, włókna i granulaty, pelet.
Znak rysunkowy PRE PUR. Ile jest poliuretanu w poliuretanie.
Jak w przypadku wielu surowców i wyrobów gotowych są i tu duże różnice jakościowe.
NORRES stosuje do wielu węży wyjątkową mieszaninę ester i eter poliuretanową, nazwano ją jako mieszankę Pre-PUR ze znaczkiem r :).
Te polimery składające się z twardych i miękkich cząstek Pre-PUR® mają w porównaniu do wielu innych tworzyw, mieszanek gum i „prostego“ poliuretanu lepsze własności. Twarde segmenty Pre-PUR® mają skrajnie wysoką odporność mechaniczną, natomiast miękkie segmenty Pre-PUR® są jednocześnie elastyczne i mają znaczącą wytrzymałość dynamicznej.
Stosowane przez Norres surowce Pre-PUR® odróżniają węże od wielu dostępnych na rynku:
Węże NORRES Pre-PUR® składa się z specjalnego, wysokiej jakości typu poliuretanu premium ester, eter.
Duża czystość używanych materiałów i niewielka rozbieżnoć tolerancji zapewniają duży poziom jakości.
- bardzo dobre właściwości mechaniczne
- niska ścieralność
- ekstremalnie dobra odporność chemiczna i hydrolityczna
NORRES Pre-PUR® z ekstremalnie długim łańcuchem molekularnym (duża masa cząsteczki, krystaliczna struktura i skład). Podczas chemicznego, hydrolitycznego i termicznego procesu podziału łańcuch molekularny ulega skróceniu. Z reguły dłuższe łańcuchy molekularne mają dłuższą żywotność. Długość łańcucha molekularnego jest istotna dla temp. mięknienia węża. Z jednej strony produkty z Pre-PUR® mają ponadprzeciętną wytrzymałość na wysokie temp., z drugiej strony przy niskich temp. Pre-PUR® ma lepszą elastyczność.
- wyższa odporność chemiczna i hydrolityczna
- wyższa temperatura mięknienia
- większa wytrzymałość na temperatury.
- wyższa wytrzymałość na ciśnienie rozrywające.
- duży margines bezpieczeństwa
- dłuższa żywotność
- lepsza elastycznosc w niskich temp.
- mniejszy moment zgięcia w niskich temp.
- mniejsze prawdopodobieństwo pęknięcia w niskcih temperaturach, dzięki większej elastyczności.
NORRES Pre-PUR® zawiera opracowany razem z naszymi kontrahentami surowców specyficzny stabilizator. Bez tego dodatku węże nie byłyby tak odporne chemicznie, hydrolitycznie i termicznie i prędzej by się zrywały.
- lepsza odporność chemiczna i hydrolityczna
- lepsza odporność na utlenianie
- dłuższa żywotność
- lepsza odporność na warunki atmosferyczne
Stosowany przez nas do wielu węży poliuretan eterowy Pre-PUR® w porównaniu do poliuretanu estrowego Pre-PUR® (a także innych poliuretanów estrowych) ma następujące zalety:
Wytrzymałość na wnikanie w strukturę węża drobnoustrojów. Przede wszystkim w ciągu długookresowego kontaktu z ziemią oraz silnymi zabrudzeniami w warunkach korzystnych dla mikroorganizmów. Poliuretan eter ze względu na swoją chemiczną budowę jest długookresowo wytrzymały na mikroby. W naszej ocenie jest to znacznie lepsze rozwiązanie, niż wykorzystywanie dodatków niebezpiecznych dla zdrowia przy poliuretannie estrowym. W każdym poliuretanie estrowym zachodzi ryzyko, że w następstwie wypłukania dodatków zostanie przekroczona wartość graniczna i domieszka przedostanie się na powierzchnię węża i dojdzie do kontaktu z przesyłanym materiałem.
Wytrzymałość na hydrolizę, w szczególności w kontakcie z wilgocią przy wysokich temperaturach i w klimacie tropikalnym.
Lepsza odporność chemiczna niż porównywalne poliuretany estrowe.
Lepsza elastyczność w niskich temp. niż poliuretany estrowe, to już pisałem wcześniej.
Przykład odporność:
Nasze wysokiej jakości surowce Pre-PUR® ze swoimi stabilizatorami dają znacznie podwyższoną wytrzymałość a tym samym dłuższą żywotność, niż wiele innych produktów. Odpowiednim pomiarem jest pomiar hydrolityczny w wodzie o temp. 80°C, gdyż mechanizm chemicznego rozkładu poliester-poliuretan skutkuje często podział łańcucha poliestrów . Nasz Ester Pre-PUR® w porównaniu do występującego na rynku estru-TPU jest przedstawiony na rys. 1.
Porównanie parametrów mieszanki poliuretanu estrowego Pre-PUR® z termoplastycznym poliuretanem estrowym TPU
Przykład odporność na ścieranie:
Odporność na ścieranie naszego poliuretanu Pre-PUR® jest wg normy ist ok. 2,5 - 5 raza wyższa niż wielu materiałów gumowych i 3-4 raza wyższa niż wiele miękkich PVC (pomiar przy 20°C). W praktyce różnice są jeszcze większe, ze względu na dobrą elastyczność i odbojność poliuretanu Pre-PUR®.
Znak graficzny Ścieranie.
Wysokiej jakości kompozycje PUR i optymalna budowa węża generują w procesie transportu mniejsze tarcie, niż wiele innych węży. Te węże NORRES przeznaczone są do silnie ściernych materiałów. W zestawieniu z wielu węży dostępnych na rynku wyróżniają się:
Wzmocnieniem geometri ścianki w najbardziej narażonych punktach, w szczególności na łączeniach.
Poprzez tarcie przesyłanego medium mogą wystąpić wysokie temperatury. Tworzywa termoplastyczne miękną przy podwyższonej temperaturze, dochodzi do spowolnienia przesyłu i tym samym wzrostu tarcia. W warunkach podciśnienia dochodzi, na dodatek do skrócenia osiowego, wewn. wzrostu sfalowania oraz znacznego wzrostu ścieralności. Firma NORRES stosuje do oznaczonych w ten sposób węży poliuretanowych mieszanki surowców o wysokiej trwałości na ciepło.
Geometria profilu węża PUR firmy NORRES jest zoptymalizowana, tak że artykuły są wysoce sztywne osiowo, przy czym są bardzo elastyczne. Mniejszy stopień sfalowania w pracy w podciśnieniu implikuje dłuższą żywotność.
Do tych węży są wykorzystywane surowce o wysokiej wytrzymałości mechanicznej i ze specjalnymi dodatkami, gwarantującymi bardzo wysoką odporność na ścieranie.
To tyle
Pozdrawiam
Albowiem większa część osób lepiej rozumie informacje patrząc na obrazki, a nie czytając artykuł, opiszę wszystkie obrazkowe informacje opisujące przeznaczenie węży technicznych Norres. Będzie to również znakomity przewodnik po szerokim zastosowaniu tych węży.
Węże techniczne ssawno tłoczące poliuretanowe PU w oplocie https://domtechniczny24.pl/w%C4%99%C5%BC%C4%99-techniczne-szerokie-spektrum-zastosowa%C5%84.html
Znak graficzny przedstawiający zastosowanie węża biorąc pod uwagę 4 kluczowe grupy wg. przesyłanego medium.
Nowa ikona „medium“ - Teraz odbiorca z łatwością może określić do jakiego typu medium jest przeznaczony wąż.
Ikona „medium” charakteryzuje media gazowe, płynne, pyły, ciała stałe jak i ciężkie ładunki ścierne. Ta ikona pozwala użytkownikom błyskawiczny wybór odpowiedniego węża lub systemu, analogicznie sprzedawca może w szybki sposób odszukać to co potrzebuje klient.
Gaz: Wąż nadaje się do przesyłu różnych gazów.
Pył: Wąż jest odpowiedni do transportu pyłów i proszków.
Ciecz: Wąż jest przeznaczony do transportowania cieczy.
Media ścierne: Wąż jest przystosowany do przesyłu artykułów ściernych, takich jak kruszywa, włókna i granulaty, pelet.
Znak rysunkowy PRE PUR. Ile jest poliuretanu w poliuretanie.
Jak w przypadku wielu surowców i wyrobów gotowych są i tu duże różnice jakościowe.
NORRES stosuje do wielu węży wyjątkową mieszaninę ester i eter poliuretanową, nazwano ją jako mieszankę Pre-PUR ze znaczkiem r :).
Te polimery składające się z twardych i miękkich cząstek Pre-PUR® mają w porównaniu do wielu innych tworzyw, mieszanek gum i „prostego“ poliuretanu lepsze własności. Twarde segmenty Pre-PUR® mają skrajnie wysoką odporność mechaniczną, natomiast miękkie segmenty Pre-PUR® są jednocześnie elastyczne i mają znaczącą wytrzymałość dynamicznej.
Stosowane przez Norres surowce Pre-PUR® odróżniają węże od wielu dostępnych na rynku:
Węże NORRES Pre-PUR® składa się z specjalnego, wysokiej jakości typu poliuretanu premium ester, eter.
Duża czystość używanych materiałów i niewielka rozbieżnoć tolerancji zapewniają duży poziom jakości.
- bardzo dobre właściwości mechaniczne
- niska ścieralność
- ekstremalnie dobra odporność chemiczna i hydrolityczna
NORRES Pre-PUR® z ekstremalnie długim łańcuchem molekularnym (duża masa cząsteczki, krystaliczna struktura i skład). Podczas chemicznego, hydrolitycznego i termicznego procesu podziału łańcuch molekularny ulega skróceniu. Z reguły dłuższe łańcuchy molekularne mają dłuższą żywotność. Długość łańcucha molekularnego jest istotna dla temp. mięknienia węża. Z jednej strony produkty z Pre-PUR® mają ponadprzeciętną wytrzymałość na wysokie temp., z drugiej strony przy niskich temp. Pre-PUR® ma lepszą elastyczność.
- wyższa odporność chemiczna i hydrolityczna
- wyższa temperatura mięknienia
- większa wytrzymałość na temperatury.
- wyższa wytrzymałość na ciśnienie rozrywające.
- duży margines bezpieczeństwa
- dłuższa żywotność
- lepsza elastycznosc w niskich temp.
- mniejszy moment zgięcia w niskich temp.
- mniejsze prawdopodobieństwo pęknięcia w niskcih temperaturach, dzięki większej elastyczności.
NORRES Pre-PUR® zawiera opracowany razem z naszymi kontrahentami surowców specyficzny stabilizator. Bez tego dodatku węże nie byłyby tak odporne chemicznie, hydrolitycznie i termicznie i prędzej by się zrywały.
- lepsza odporność chemiczna i hydrolityczna
- lepsza odporność na utlenianie
- dłuższa żywotność
- lepsza odporność na warunki atmosferyczne
Stosowany przez nas do wielu węży poliuretan eterowy Pre-PUR® w porównaniu do poliuretanu estrowego Pre-PUR® (a także innych poliuretanów estrowych) ma następujące zalety:
Wytrzymałość na wnikanie w strukturę węża drobnoustrojów. Przede wszystkim w ciągu długookresowego kontaktu z ziemią oraz silnymi zabrudzeniami w warunkach korzystnych dla mikroorganizmów. Poliuretan eter ze względu na swoją chemiczną budowę jest długookresowo wytrzymały na mikroby. W naszej ocenie jest to znacznie lepsze rozwiązanie, niż wykorzystywanie dodatków niebezpiecznych dla zdrowia przy poliuretannie estrowym. W każdym poliuretanie estrowym zachodzi ryzyko, że w następstwie wypłukania dodatków zostanie przekroczona wartość graniczna i domieszka przedostanie się na powierzchnię węża i dojdzie do kontaktu z przesyłanym materiałem.
Wytrzymałość na hydrolizę, w szczególności w kontakcie z wilgocią przy wysokich temperaturach i w klimacie tropikalnym.
Lepsza odporność chemiczna niż porównywalne poliuretany estrowe.
Lepsza elastyczność w niskich temp. niż poliuretany estrowe, to już pisałem wcześniej.
Przykład odporność:
Nasze wysokiej jakości surowce Pre-PUR® ze swoimi stabilizatorami dają znacznie podwyższoną wytrzymałość a tym samym dłuższą żywotność, niż wiele innych produktów. Odpowiednim pomiarem jest pomiar hydrolityczny w wodzie o temp. 80°C, gdyż mechanizm chemicznego rozkładu poliester-poliuretan skutkuje często podział łańcucha poliestrów . Nasz Ester Pre-PUR® w porównaniu do występującego na rynku estru-TPU jest przedstawiony na rys. 1.
Porównanie parametrów mieszanki poliuretanu estrowego Pre-PUR® z termoplastycznym poliuretanem estrowym TPU
Przykład odporność na ścieranie:
Odporność na ścieranie naszego poliuretanu Pre-PUR® jest wg normy ist ok. 2,5 - 5 raza wyższa niż wielu materiałów gumowych i 3-4 raza wyższa niż wiele miękkich PVC (pomiar przy 20°C). W praktyce różnice są jeszcze większe, ze względu na dobrą elastyczność i odbojność poliuretanu Pre-PUR®.
Znak graficzny Ścieranie.
Wysokiej jakości kompozycje PUR i optymalna budowa węża generują w procesie transportu mniejsze tarcie, niż wiele innych węży. Te węże NORRES przeznaczone są do silnie ściernych materiałów. W zestawieniu z wielu węży dostępnych na rynku wyróżniają się:
Wzmocnieniem geometri ścianki w najbardziej narażonych punktach, w szczególności na łączeniach.
Poprzez tarcie przesyłanego medium mogą wystąpić wysokie temperatury. Tworzywa termoplastyczne miękną przy podwyższonej temperaturze, dochodzi do spowolnienia przesyłu i tym samym wzrostu tarcia. W warunkach podciśnienia dochodzi, na dodatek do skrócenia osiowego, wewn. wzrostu sfalowania oraz znacznego wzrostu ścieralności. Firma NORRES stosuje do oznaczonych w ten sposób węży poliuretanowych mieszanki surowców o wysokiej trwałości na ciepło.
Geometria profilu węża PUR firmy NORRES jest zoptymalizowana, tak że artykuły są wysoce sztywne osiowo, przy czym są bardzo elastyczne. Mniejszy stopień sfalowania w pracy w podciśnieniu implikuje dłuższą żywotność.
Do tych węży są wykorzystywane surowce o wysokiej wytrzymałości mechanicznej i ze specjalnymi dodatkami, gwarantującymi bardzo wysoką odporność na ścieranie.
To tyle
Pozdrawiam

Witam
Popularne i ciągle niezastąpione wykrojniki śrubowe do otworów.
Wykrojniki znajdują zastosowanie tam gdzie trzeba zrobić parę otworów o średnicach większych niż 13,5 mm w blachach o grubości nie większej 2 mm. Najczęściej są to szafy sterujęca, blachy w zbiornikach itd. Otwory można wykonać bez konieczności korzystania z otwornic do metalu, a z praktyki wiadomo, że potrzeba do tego wiertarki o dużym momencie obrotowym. No i jest dużo wiórów do okoła i trzeba je usunąć.
Oferowane przez Montero wykrojniki są wyposażone dodatkowo łożysko, które usprawnia pracę. Wykrojnik nie ma tendencji do obracania się w trakcie wycinania.
Wykrojniki są przeznaczone do wycinania otworów w blachach ze stali węglowej, narzędziowej, stali nierdzewnej, z miedzi i jej stopów.
Ponad to wycięty otwór ma doprą dokładność i jest gotowy, nie ma potrzeby gradowania, choć czasem zdarza się, że z jednej strony powstanie krawędź.
Przystępując do przacy, musimy być pewni, że mamy swobodne dojście do dwóch stron blachy. Następnie musimy wykonać otwór na śrubę prowadzącą. Wielkość otworu powinna być taka sama jak śruby. Można zrobić to wiertłem o określonej średnicy lub wiertłem choinką. Po czym smarujemy śrubę olejem lub smarem stałym, producent zaleca smar grafitowy lub inny do dużych nacisków. Na pewno nie nadają się do tego celu smaru typu WD.
Następnie przekładamy przez otwór śrubę dociągową i nakręcamy na nią matrycę tnącą. Powoli kręcimy kluczem oczkowym lub nasadowym.
Kręcimy do momentu, aż matryca nie wytnie otworu. Podczas dokręcania będziemy dokładnie czuli jak nagle śruba przestanie stawiać opór to będzie sygnał, że otwór jest gotowy. Wyciągamy wycięty dekiel i gotowe. Info ze strony - http://schematy-elektronarzedzi.pl/
Wykrojniki moża upić w zestawie z niezbędnymi akcesoriami lub na sztuki.
Poręką solidnego wykonania jest firma Montero, specjalizująca się w wykrojnikach do różnego typu surowców.
Popularne i ciągle niezastąpione wykrojniki śrubowe do otworów.
Wykrojniki znajdują zastosowanie tam gdzie trzeba zrobić parę otworów o średnicach większych niż 13,5 mm w blachach o grubości nie większej 2 mm. Najczęściej są to szafy sterujęca, blachy w zbiornikach itd. Otwory można wykonać bez konieczności korzystania z otwornic do metalu, a z praktyki wiadomo, że potrzeba do tego wiertarki o dużym momencie obrotowym. No i jest dużo wiórów do okoła i trzeba je usunąć.
Oferowane przez Montero wykrojniki są wyposażone dodatkowo łożysko, które usprawnia pracę. Wykrojnik nie ma tendencji do obracania się w trakcie wycinania.
Wykrojniki są przeznaczone do wycinania otworów w blachach ze stali węglowej, narzędziowej, stali nierdzewnej, z miedzi i jej stopów.
Ponad to wycięty otwór ma doprą dokładność i jest gotowy, nie ma potrzeby gradowania, choć czasem zdarza się, że z jednej strony powstanie krawędź.
Przystępując do przacy, musimy być pewni, że mamy swobodne dojście do dwóch stron blachy. Następnie musimy wykonać otwór na śrubę prowadzącą. Wielkość otworu powinna być taka sama jak śruby. Można zrobić to wiertłem o określonej średnicy lub wiertłem choinką. Po czym smarujemy śrubę olejem lub smarem stałym, producent zaleca smar grafitowy lub inny do dużych nacisków. Na pewno nie nadają się do tego celu smaru typu WD.
Następnie przekładamy przez otwór śrubę dociągową i nakręcamy na nią matrycę tnącą. Powoli kręcimy kluczem oczkowym lub nasadowym.
Kręcimy do momentu, aż matryca nie wytnie otworu. Podczas dokręcania będziemy dokładnie czuli jak nagle śruba przestanie stawiać opór to będzie sygnał, że otwór jest gotowy. Wyciągamy wycięty dekiel i gotowe. Info ze strony - http://schematy-elektronarzedzi.pl/
Wykrojniki moża upić w zestawie z niezbędnymi akcesoriami lub na sztuki.
Poręką solidnego wykonania jest firma Montero, specjalizująca się w wykrojnikach do różnego typu surowców.

Cześć, bieżącym artykule opiszę dwa narzędzia Knipex: szczypce do opasek sprężynowych i mini klucz do śrub Knipex.
Szczypce Knipex do opasek i obejm zaciskowych sprężynujących – to narzędzie przeznaczone przeważnie do prac serwisowych przy maszynach. Budowa przesuwnej regulacji rozwarcia szczęk bazuje na przetestowanym rozwiązaniu szczypce Cobra - .
Najistotniejszą cechą tego narzędzia są wyjątkowe końcówki szczęk zapewniające wygodę i bezpieczeństwo.
A przeznaczone są do /rozginania sprężynowych opasek drucianych i blaszanych występujących na gumowych wężach samochodowych.
Obejmy samonapinające sprężyste wykonane są w celu zapewnienia równomiernego rozkładu sił po obwodzie strefy zacisku. Wykorzystanie ich jest rekomendowane w zespołach, gdzie połączenie z wężem jest narażone na zmiany temperatury, która skutkuje kurczenie lub rozszerzanie się materiałów. Opaska ta bez zarzutu sprawdza się tam, gdzie wymagany jest stały nacisk niezależnie od temperatury w jakim pracuje połączenie efektywnie zapobiegając wszelkim nieszczelnością. Opaski samonapinające sprężyste to dobra opcja dla pozostałych modeli opasek. Użuwa się je w takich połączeniach, jak konstrukcja małych silników, pojazdów użytkowych, rolniczych i samochodowych systemów i urządzeń chłodzących.
Powracając do wątku, koniecznie trzeba wtrącić o praktycznym zastosowaniu nastawy za pomocą guzika (max. rozstaw szczęk do 80 mm, zakres – ponad 40 mm) który pozwala na dostosowanie do opasek o różnych rozmiarach, także tych w wersji FBS - wąskiej lub Light Duty jak też Heavy Duty, opasek drucianych i pierścieni z taśmy sprężynowej o rozmiarze nominalnym do 70mm. Podkreślam, że szczęki po rozwarciu ułożone są równolegle, nawet w rozwarciu 70 mm.
Możliwe jest także ustawienia narzędzia bezpośrednio na uchwyconej opasce, co w dużej mierze ułatwia} konfigurację narzędzia.
W szczypcach Knipex zastosowano obrotowe wymienne końcówki szczęk, po to, by pewnie i silnie uchwycić ramiona zacisku w dowolnej orientacji przeciwdziałając ześlizgiwaniu się zacisku.
Pracując używamy niewielkiej siły, a to dzięki dużemu przełożeniu. Cienkie antypoślizgowe PCW na rękojeści sprawia, że stabilnie i wygodnie trzyma się w dłoni.
Szczypce jak i inne z tej grupy narzędzia Knipexa są odkute z stali chromowo-wanadowej, kutej matrycowo i hartowanej w oleju.
Na koniec najważniejsze cechy szczypiec 85 51 250 A:
Przeznaczone są do opasek samonapinających, opasek w wersji standardowej oraz opasek drucianych i pierścieni z taśmy sprężynowej o rozmiarze nominalnym do 70mm.
Maksymalny rozstaw szczęk do 80 mm, zakres pracy ok. 40 mm.
Obrotowe, wymienialne końcówki szczęk umożliwiają pewny chwyt opasek w każdej pozycji.
Z powodu szczególnie korzystnemu przełożeniu wymagają użycia niewielkiej siły.
Mocne złącze suwakowe.
Kształt rękojeści chroni przed uszkodzeniem palców.
Materiał: stal chromowo-wanadowa, kuta, hartowana olejowo.
I drugi produkt to szczypce nastawne do śrub i nakrętek Knipex w formacie kieszonkowym (86 03 125)
Uniwersalne narzędzie, które zastąpi wieloczęściowy zestaw kluczy metrycznych i calowych w rozmiarze 1/4 cala. Ta podręczna wersja o długości jedynie 125 mm i wadze 105 g przeznaczona do precyzyjnych prac montażowych i serwisowych oraz prac modelarskich.
Znaczne przełożenie dźwigni sprawia, że szczypce-klucz idealnie sprawdzają się przy zaciskaniu, chwytaniu, trzymaniu czy wyginaniu różnych elementów. Wąskie szczęki zaciskające o grubości zaledwie 3 mm ułatwiają robotę w miejscach o utrudnionym dostępie. Zawsze gładkie, równoległe w każdej pozycji szczęki pozwalają na bezstopniowe zaciskanie elementów o dowolnych rozmiarach w podanym zakresie pracy z bardzo dużą siłą (10-krotne zwiększenie siły ręki). Jednocześnie wciąż są niezwykle delikatne, ponieważ nie występują tutaj luzy mogące uszkodzić krawędzie zaciskanego elementu.
Warto zwrócić uwagę również na duży zakres regulacji i możliwość ustawienia klucza wprost na trzymanym przedmiocie za pomocą przycisku. Powłoka niklowa minimalizuje poślizg szczypiec, a rękojeści z cienkiego PCW dają gwarancję pewnego, wygodnego chwytu. Kieszonkowa wersja szczypiec-klucza Knipex spełni oczekiwania nawet najbardziej wymagających profesjonalistów i majsterkowiczów.
To tyle na dzisiaj. Pozdrawiam
Szczypce Knipex do opasek i obejm zaciskowych sprężynujących – to narzędzie przeznaczone przeważnie do prac serwisowych przy maszynach. Budowa przesuwnej regulacji rozwarcia szczęk bazuje na przetestowanym rozwiązaniu szczypce Cobra - .
Najistotniejszą cechą tego narzędzia są wyjątkowe końcówki szczęk zapewniające wygodę i bezpieczeństwo.
A przeznaczone są do /rozginania sprężynowych opasek drucianych i blaszanych występujących na gumowych wężach samochodowych.
Obejmy samonapinające sprężyste wykonane są w celu zapewnienia równomiernego rozkładu sił po obwodzie strefy zacisku. Wykorzystanie ich jest rekomendowane w zespołach, gdzie połączenie z wężem jest narażone na zmiany temperatury, która skutkuje kurczenie lub rozszerzanie się materiałów. Opaska ta bez zarzutu sprawdza się tam, gdzie wymagany jest stały nacisk niezależnie od temperatury w jakim pracuje połączenie efektywnie zapobiegając wszelkim nieszczelnością. Opaski samonapinające sprężyste to dobra opcja dla pozostałych modeli opasek. Użuwa się je w takich połączeniach, jak konstrukcja małych silników, pojazdów użytkowych, rolniczych i samochodowych systemów i urządzeń chłodzących.
Powracając do wątku, koniecznie trzeba wtrącić o praktycznym zastosowaniu nastawy za pomocą guzika (max. rozstaw szczęk do 80 mm, zakres – ponad 40 mm) który pozwala na dostosowanie do opasek o różnych rozmiarach, także tych w wersji FBS - wąskiej lub Light Duty jak też Heavy Duty, opasek drucianych i pierścieni z taśmy sprężynowej o rozmiarze nominalnym do 70mm. Podkreślam, że szczęki po rozwarciu ułożone są równolegle, nawet w rozwarciu 70 mm.
Możliwe jest także ustawienia narzędzia bezpośrednio na uchwyconej opasce, co w dużej mierze ułatwia} konfigurację narzędzia.
W szczypcach Knipex zastosowano obrotowe wymienne końcówki szczęk, po to, by pewnie i silnie uchwycić ramiona zacisku w dowolnej orientacji przeciwdziałając ześlizgiwaniu się zacisku.
Pracując używamy niewielkiej siły, a to dzięki dużemu przełożeniu. Cienkie antypoślizgowe PCW na rękojeści sprawia, że stabilnie i wygodnie trzyma się w dłoni.
Szczypce jak i inne z tej grupy narzędzia Knipexa są odkute z stali chromowo-wanadowej, kutej matrycowo i hartowanej w oleju.
Na koniec najważniejsze cechy szczypiec 85 51 250 A:
Przeznaczone są do opasek samonapinających, opasek w wersji standardowej oraz opasek drucianych i pierścieni z taśmy sprężynowej o rozmiarze nominalnym do 70mm.
Maksymalny rozstaw szczęk do 80 mm, zakres pracy ok. 40 mm.
Obrotowe, wymienialne końcówki szczęk umożliwiają pewny chwyt opasek w każdej pozycji.
Z powodu szczególnie korzystnemu przełożeniu wymagają użycia niewielkiej siły.
Mocne złącze suwakowe.
Kształt rękojeści chroni przed uszkodzeniem palców.
Materiał: stal chromowo-wanadowa, kuta, hartowana olejowo.
I drugi produkt to szczypce nastawne do śrub i nakrętek Knipex w formacie kieszonkowym (86 03 125)
Uniwersalne narzędzie, które zastąpi wieloczęściowy zestaw kluczy metrycznych i calowych w rozmiarze 1/4 cala. Ta podręczna wersja o długości jedynie 125 mm i wadze 105 g przeznaczona do precyzyjnych prac montażowych i serwisowych oraz prac modelarskich.
Znaczne przełożenie dźwigni sprawia, że szczypce-klucz idealnie sprawdzają się przy zaciskaniu, chwytaniu, trzymaniu czy wyginaniu różnych elementów. Wąskie szczęki zaciskające o grubości zaledwie 3 mm ułatwiają robotę w miejscach o utrudnionym dostępie. Zawsze gładkie, równoległe w każdej pozycji szczęki pozwalają na bezstopniowe zaciskanie elementów o dowolnych rozmiarach w podanym zakresie pracy z bardzo dużą siłą (10-krotne zwiększenie siły ręki). Jednocześnie wciąż są niezwykle delikatne, ponieważ nie występują tutaj luzy mogące uszkodzić krawędzie zaciskanego elementu.
Warto zwrócić uwagę również na duży zakres regulacji i możliwość ustawienia klucza wprost na trzymanym przedmiocie za pomocą przycisku. Powłoka niklowa minimalizuje poślizg szczypiec, a rękojeści z cienkiego PCW dają gwarancję pewnego, wygodnego chwytu. Kieszonkowa wersja szczypiec-klucza Knipex spełni oczekiwania nawet najbardziej wymagających profesjonalistów i majsterkowiczów.
To tyle na dzisiaj. Pozdrawiam
Dzień dobry
Opis oznaczeń klasy zabezpieczenia kas i sejfów.
W poniższym artykule postaram się wyjaśnić co one symbolizują. Albo czego nie oznaczają, chodź dla ewentualnych posiadaczy były by one bardzo istotne.
Sejfy to innymi słowy stalowe skrzynie, szafy służące do składowania depozytu i zabezpieczające przed ogniem i włamaniem.
Przeglądając ofertę kas, sejfów i skrytek, spotkamy się z znakami wskazującymi klasę zabezpieczenia. Certyfikację urządzeń w Polsce przeprowadza Instytut Mechaniki Precyzyjnej w Warszawie.
I tak zgodnie z normą PN EN 14450 obowiązuje dwustopniowa klasyfikacja bezpieczeństwa. W zależności od wytrzymałości na włamanie przypisuje się im klasę S1 lub S2. Urządzenia klas S1 i S2 są przydatne do składowania min. biżuterii, broni krótkiej i amunicji, gotówki, czy ważnych dokumentów - https://domtechniczny24.pl/sejfy-meblowo-gabinetowe.html . W tych typach występują z reguły lekkie sejfy meblowe i gabinetowe, czy też szafy na dokumenty niejawne oraz kasetki przenośne . Klasy S1 i S2 rozpoczynają wielostopniową drabinkę poziomów bezpieczeństwa urządzeń zabezpieczenia mienia.
Wyższe klasy zabezpieczeń reguluje inna norma PN EN 1143-1, która klasyfikuje sejfy i inne urządzenia wedle 14-stopniowej skali, pod względem wytrzymałości na włamanie. Poziom bezpieczeństwa, jaki prezentuje dane urządzenie, warunkują wyniki specjalnych testów. Realizuje się je używając wielu narzędzi, rezultat zaś otrzymuje się biorąc pod uwagę oba parametry - czas trwania włamania oraz rodzaj i liczbę użytych narzędzi.
Podział na klasy bezpieczeństwa urządzeń zabezpieczenia mienia określają polskie i europejskie normy. To one definiują warunki, zasady i wymagania, jakim powinny odpowiadać urządzenia. Często są dziwne i czytając je może nas ogarnąć fala śmiechu. Oto jeden przykład:
a) Jednym z kryteriów wyznaczającym normy dla bezpiecznych pojemników ( spełniających wymagania co najmniej klasy S1 według normy PN-EN 14450 ) jest odporność urządzenia na ataki narzędziami w punktach SU / TP. Brzmi profesjonalnie? Oto przykłady narzędzi do włamania i ich punktacja:
Nie ma tam informacji o grubościach ścianek ani sposobie kotwienia.
b) Szafa na dokumenty niejawne lub ściśle tajne klasy 3, musi mieć między innymi: zamek odporny na manipulację przez eksperta, używającego specjalistycznych narzędzi, przez okres 20 roboczogodzin. Tak tylko pytanie co to za ekspert? , który potrzebuje ponad 20 roboczogodzin żeby otworzyć zamek, i o jaki sprzęt chodzi? młotek i przecinak? Czy chodzi o ekspertów z Lock Technologies albo TOOOL? Bo ci to w kilka minut 98% zamków otwierają.
Dziwne, ale wracając|wracam} do tematu.
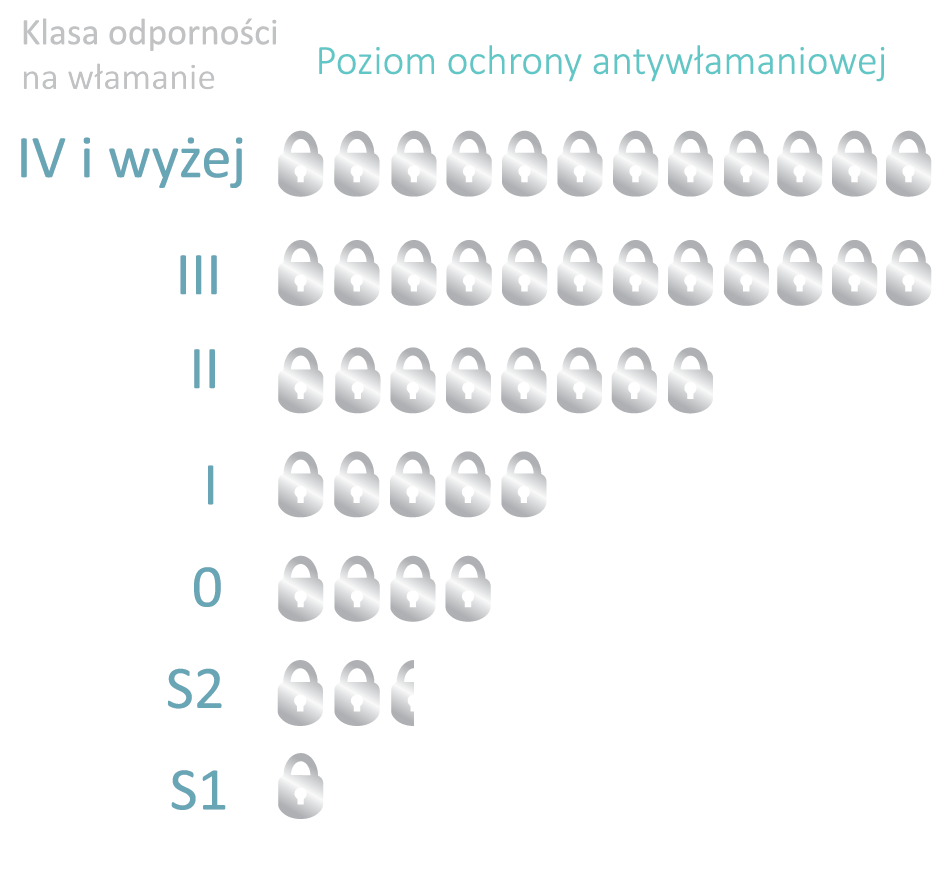
Właściwą klasę ochrony można wybrać opierając się na nic niemówiących nam symbolach, lub na wartość depozytu. Tak, jest jeszcze jeden parametr mówiący, że jeżeli posiadasz daną wartość - kwotę to powinieneś zabezpieczyć ją sejfem o określonej klasie:
Klasa odporności na włamanie S1 do 45 tyś,
Klasa odporności na włamanie S2 do 90 tyś,
Klasa odporności na włamanie 0 do 228 tyś,
Klasa odporności na włamanie 1 do 456 tyś,
Klasa odporności na włamanie 2 do 684 tyś,
Klasa odporności na włamanie 3 do 1368 tyś,
Klasa odporności na włamanie 4 do 2280 tyś,
Określenia kwot są dokonywane na podstawie wzoru jednostek obliczeniowych uwzględniających przeciętne dochody brutto. Tak na marginesie inne będą klasy w Polsce a inne w Norwegii. Czyli ta sama skrytka będzie miała inną klasę w zależności kraju - dziwne? Może ale zawsze jest to jakiś parametr i na pewno nam pomoże dokonać wyboru kasy.
Są również poważne testy, przede wszystkim w wyższych klasach jak np. swobodny spadek z 9 lub 15 metrów, albo podgrzewanie sejfu przez kilkadziesiąt minut w temp. ponad 1000 stopni itd.
Nieco innym przykładem będzie szafa lub sejf do składowania broni. Tu mamy kwestię nałożenia z góry przez ustawę przymusu przechowywania broni w szafach. I tak urządzenie do przechowywania broni powinien posiadać minimum klasę S1. Czy słuszne czy nie, ja nie dyskutuję trzeba mieć to się kupuje im tańsze tym leprze.
Na koniec: kupując "urządzenie do przechowywania" wiemy jedynie, że w wyższej klasie będzie ono miało bardziej skomplikowaną konstrukcję, większą liczbę wykorzystanych zabezpieczeń, będzie droższe (bo badania i materiały kosztują) no i w efekcie bardziej bezpieczne przechowywanie. Tak jak pisałem wcześniej najniższe klasy S1 i S2 to sejfy i kasy gabinetowe do przechowywania min. biżuterii, broni krótkiej i amunicji, pieniędzy, czy ważnych dokumentów..
W klasie zbezpieczenia 1-13 przed włamaniem produkowane są sejfy i kasy pancerne. W wskazanej normą klasyfikacji sejfy istnieją w I i II klasie odporności na włamanie, z kolei kasy pancerne - od II wzwyż.
To tyle.
Wiem, że zamiast odpowiedzieć na pytanie i rozwiać wątpliwości zagmatwałem temat. Ale takie są normy i nic ie poradzimy.
Pozostaje nam tylko kierować się zasadą im wyższa klasa tym lepszy sejf. Jeżeli nas stać to wybieramy wyższą klasę, pozdrawiam.
Opis oznaczeń klasy zabezpieczenia kas i sejfów.
W poniższym artykule postaram się wyjaśnić co one symbolizują. Albo czego nie oznaczają, chodź dla ewentualnych posiadaczy były by one bardzo istotne.
Sejfy to innymi słowy stalowe skrzynie, szafy służące do składowania depozytu i zabezpieczające przed ogniem i włamaniem.
Przeglądając ofertę kas, sejfów i skrytek, spotkamy się z znakami wskazującymi klasę zabezpieczenia. Certyfikację urządzeń w Polsce przeprowadza Instytut Mechaniki Precyzyjnej w Warszawie.
I tak zgodnie z normą PN EN 14450 obowiązuje dwustopniowa klasyfikacja bezpieczeństwa. W zależności od wytrzymałości na włamanie przypisuje się im klasę S1 lub S2. Urządzenia klas S1 i S2 są przydatne do składowania min. biżuterii, broni krótkiej i amunicji, gotówki, czy ważnych dokumentów - https://domtechniczny24.pl/sejfy-meblowo-gabinetowe.html . W tych typach występują z reguły lekkie sejfy meblowe i gabinetowe, czy też szafy na dokumenty niejawne oraz kasetki przenośne . Klasy S1 i S2 rozpoczynają wielostopniową drabinkę poziomów bezpieczeństwa urządzeń zabezpieczenia mienia.
Wyższe klasy zabezpieczeń reguluje inna norma PN EN 1143-1, która klasyfikuje sejfy i inne urządzenia wedle 14-stopniowej skali, pod względem wytrzymałości na włamanie. Poziom bezpieczeństwa, jaki prezentuje dane urządzenie, warunkują wyniki specjalnych testów. Realizuje się je używając wielu narzędzi, rezultat zaś otrzymuje się biorąc pod uwagę oba parametry - czas trwania włamania oraz rodzaj i liczbę użytych narzędzi.
Podział na klasy bezpieczeństwa urządzeń zabezpieczenia mienia określają polskie i europejskie normy. To one definiują warunki, zasady i wymagania, jakim powinny odpowiadać urządzenia. Często są dziwne i czytając je może nas ogarnąć fala śmiechu. Oto jeden przykład:
a) Jednym z kryteriów wyznaczającym normy dla bezpiecznych pojemników ( spełniających wymagania co najmniej klasy S1 według normy PN-EN 14450 ) jest odporność urządzenia na ataki narzędziami w punktach SU / TP. Brzmi profesjonalnie? Oto przykłady narzędzi do włamania i ich punktacja:
Nie ma tam informacji o grubościach ścianek ani sposobie kotwienia.
b) Szafa na dokumenty niejawne lub ściśle tajne klasy 3, musi mieć między innymi: zamek odporny na manipulację przez eksperta, używającego specjalistycznych narzędzi, przez okres 20 roboczogodzin. Tak tylko pytanie co to za ekspert? , który potrzebuje ponad 20 roboczogodzin żeby otworzyć zamek, i o jaki sprzęt chodzi? młotek i przecinak? Czy chodzi o ekspertów z Lock Technologies albo TOOOL? Bo ci to w kilka minut 98% zamków otwierają.
Dziwne, ale wracając|wracam} do tematu.
Właściwą klasę ochrony można wybrać opierając się na nic niemówiących nam symbolach, lub na wartość depozytu. Tak, jest jeszcze jeden parametr mówiący, że jeżeli posiadasz daną wartość - kwotę to powinieneś zabezpieczyć ją sejfem o określonej klasie:
Klasa odporności na włamanie S1 do 45 tyś,
Klasa odporności na włamanie S2 do 90 tyś,
Klasa odporności na włamanie 0 do 228 tyś,
Klasa odporności na włamanie 1 do 456 tyś,
Klasa odporności na włamanie 2 do 684 tyś,
Klasa odporności na włamanie 3 do 1368 tyś,
Klasa odporności na włamanie 4 do 2280 tyś,
Określenia kwot są dokonywane na podstawie wzoru jednostek obliczeniowych uwzględniających przeciętne dochody brutto. Tak na marginesie inne będą klasy w Polsce a inne w Norwegii. Czyli ta sama skrytka będzie miała inną klasę w zależności kraju - dziwne? Może ale zawsze jest to jakiś parametr i na pewno nam pomoże dokonać wyboru kasy.
Są również poważne testy, przede wszystkim w wyższych klasach jak np. swobodny spadek z 9 lub 15 metrów, albo podgrzewanie sejfu przez kilkadziesiąt minut w temp. ponad 1000 stopni itd.
Nieco innym przykładem będzie szafa lub sejf do składowania broni. Tu mamy kwestię nałożenia z góry przez ustawę przymusu przechowywania broni w szafach. I tak urządzenie do przechowywania broni powinien posiadać minimum klasę S1. Czy słuszne czy nie, ja nie dyskutuję trzeba mieć to się kupuje im tańsze tym leprze.
Na koniec: kupując "urządzenie do przechowywania" wiemy jedynie, że w wyższej klasie będzie ono miało bardziej skomplikowaną konstrukcję, większą liczbę wykorzystanych zabezpieczeń, będzie droższe (bo badania i materiały kosztują) no i w efekcie bardziej bezpieczne przechowywanie. Tak jak pisałem wcześniej najniższe klasy S1 i S2 to sejfy i kasy gabinetowe do przechowywania min. biżuterii, broni krótkiej i amunicji, pieniędzy, czy ważnych dokumentów..
W klasie zbezpieczenia 1-13 przed włamaniem produkowane są sejfy i kasy pancerne. W wskazanej normą klasyfikacji sejfy istnieją w I i II klasie odporności na włamanie, z kolei kasy pancerne - od II wzwyż.
To tyle.
Wiem, że zamiast odpowiedzieć na pytanie i rozwiać wątpliwości zagmatwałem temat. Ale takie są normy i nic ie poradzimy.
Pozostaje nam tylko kierować się zasadą im wyższa klasa tym lepszy sejf. Jeżeli nas stać to wybieramy wyższą klasę, pozdrawiam.

Witam
Dzisiaj cokolwiek o diamentach, to będzie taki przedsłowie do opisu narzędzi diamentowych, głownie tarcz diamentowych i wierteł, ale o tym później.
Diament jest najtwardszym ze znanych minerałów, także ślicznym i olśniewającym, węgiel w postaci krystalicznej, bo tym jest w rzeczywistości, który od dawna pochłania dusze i umysły wszystkich ludzi.
Charakteryzuje się nader malutkim współczynnikiem tarcia, ma minimalny współczynnik rozszerzalności termicznej, jest chemicznie obojętny i odporny na ścieranie, jest izolatorem elektrycznym i jednocześnie nader dobrym przewodnikiem ciepła. Jest transparentnyw widmie ultrafioletowym i podczerwonym. Ze względu na tak unikatowe cechy znajduje zastosowanie, włączając w samej rzeczy zastosowanie jubilerskie, jako osłonowa powłoka diamentowa nanoszona na implanty stawów, w których zużywanie się ścierne ma fundamentalne znaczenie, czy zastawki serca człowieka, do szlifowania i docierania węglików spiekanych, wiercenia skał, przeciągania drutów i prętów, obciągania ściernic ceramicznych, jako wgłębniki do pomiaru twardości i do pomiaru gładkości powierzchni, cięcia płyt wykonanych z szkła i ceramiki, obróbki ściernej szkła optycznego i zdobniczego, obróbki metali nieżelaznych i ich stopów, obróbki tworzyw sztucznych, półprzewodników, materiałów ceramicznych, szlifowania brylantów i kamieni półszlachetnych, w narzędziach stomatologicznych i chirurgicznych. Nadzwyczaj uniwersalnie, materiał ścierny w formie diamentu używa się do produkcji proszków, zawiesin, ściernic ze spoiwem żywicznym, metalowym, ceramicznym, ale także do przygotowania preparatów mikroskopowych. Nas w największym stopniu interesuje użycie umożliwiające bardzo dokładną obróbkę wszystkich znanych naturalnych i sztucznych materiałów.
Diament w naturze powstał w skrajnych warunkach, na znacznych głębokościach pod powierzchnią ziemi w wyniku kolosalnego ciśnienia dochodzącego nawet do 70-80 ton na centymetr kwadratowy w temperaturze 1100 - 1300 stopni Celsjusza. Na nieszczęście, takie okoliczności powstawania diamentu determinują zarówno rzadkość jego występowania jak i jego wysoką cenę. W związku z tym jedynie sztuczna synteza diamentu mogła dać produkt, który można by użyć w sposób przemysłowy.
Pierwsze eksperymenty związane z syntezą diamentu nabrały rozpędu po tym jak pewien Smithson Tennat odkrył, że diament jest postacią krystaliczną węgla pierwiastkowego, a stało się to w 1766. Później starano się w laboratoriach stworzyć porównywalne warunki, co w naturze. Pierwsze patenty należą do GE, którego naukowcy w 1955 roku wyprodukowali pierwszą serię syntetycznych diamentów. Synteza bazowała na zmianie grafitu w diament (zmiana obejmowała struktury geometrycznej) przy zastosowaniu ogromnych temperatur i ciśnień w obecności katalizatorów. W latach 80 tych użyto inną metodę CVD, polega ona na niskociśnieniowym wytwarzaniu diamentu syntetycznego z fazy gazowej. Technologia ta umożliwia nakładanie diamentu na duże powierzchnie. Diament taki posiada znaczną jednorodność struktury krystalograficznej i czystość chemiczną.
Na chwilę obecną, co roku produkuje się tony tego minerału, który niczym nie ustępuje prawdziwemu (oprócz ceny), a poza tym w warunkach kontrolowanych, jest możliwość produkowania ziaren o jednakowych parametrach, wielkości i struktury. Powszechność użycia go w technice wpłynęła doniośle na obniżenie jego ceny, a również ceny narzędzi z segmentami diamentowymi: tarcze diamentowe, wiertła diamentowe, ściernice diamentowe, i inne.
Przy produkcji narzędzi istotna jest klasa diamentu, im większe i bardziej symetryczne (zbliżone do naturalnego kryształu) ziarno diamentu, tym większe jego zdolności ścierająco-tnące. W zależności od charakteru zastosowania i rozmiaru narzędzia wyznaczono podział na ziarna w jednostkach mesh, który jest ilością oczek przypadającą na 1 cal. I tak: bardzo ogólna 8-12 mesh, ogólna 14-24 mesh, średnia 30-60 mesh, dokładna 70-120 mesh, bardzo dokładna 150-240 mesh, super dokładna 280-600 mesh. Info ze strony http://amarantus72.simplesite.com/
W technologii budowlanej (beton, grani, marmur, gres, terakota i asfalt) wykorzystuje się przede wszystkim ziarna syntetyczne o wielkości 20 - 60 mesh. Wielkość tych ziaren uzależniona jest od rodzaju opracowywanego materiału. Do materiału gruboziarnistego stosuje się grubsze ziarno, do drobnoziarnistego drobne. Mniejsze kryształy diamentowe znacznie poprawiają, jakość cięcia, jego gładkość. Postać ziarna zależna jest również od przybranej formy krystalicznej. Im bardziej idealna, tym większa odporność udarowa kryształu.
Dzisiaj cokolwiek o diamentach, to będzie taki przedsłowie do opisu narzędzi diamentowych, głownie tarcz diamentowych i wierteł, ale o tym później.
Diament jest najtwardszym ze znanych minerałów, także ślicznym i olśniewającym, węgiel w postaci krystalicznej, bo tym jest w rzeczywistości, który od dawna pochłania dusze i umysły wszystkich ludzi.
Charakteryzuje się nader malutkim współczynnikiem tarcia, ma minimalny współczynnik rozszerzalności termicznej, jest chemicznie obojętny i odporny na ścieranie, jest izolatorem elektrycznym i jednocześnie nader dobrym przewodnikiem ciepła. Jest transparentnyw widmie ultrafioletowym i podczerwonym. Ze względu na tak unikatowe cechy znajduje zastosowanie, włączając w samej rzeczy zastosowanie jubilerskie, jako osłonowa powłoka diamentowa nanoszona na implanty stawów, w których zużywanie się ścierne ma fundamentalne znaczenie, czy zastawki serca człowieka, do szlifowania i docierania węglików spiekanych, wiercenia skał, przeciągania drutów i prętów, obciągania ściernic ceramicznych, jako wgłębniki do pomiaru twardości i do pomiaru gładkości powierzchni, cięcia płyt wykonanych z szkła i ceramiki, obróbki ściernej szkła optycznego i zdobniczego, obróbki metali nieżelaznych i ich stopów, obróbki tworzyw sztucznych, półprzewodników, materiałów ceramicznych, szlifowania brylantów i kamieni półszlachetnych, w narzędziach stomatologicznych i chirurgicznych. Nadzwyczaj uniwersalnie, materiał ścierny w formie diamentu używa się do produkcji proszków, zawiesin, ściernic ze spoiwem żywicznym, metalowym, ceramicznym, ale także do przygotowania preparatów mikroskopowych. Nas w największym stopniu interesuje użycie umożliwiające bardzo dokładną obróbkę wszystkich znanych naturalnych i sztucznych materiałów.
Diament w naturze powstał w skrajnych warunkach, na znacznych głębokościach pod powierzchnią ziemi w wyniku kolosalnego ciśnienia dochodzącego nawet do 70-80 ton na centymetr kwadratowy w temperaturze 1100 - 1300 stopni Celsjusza. Na nieszczęście, takie okoliczności powstawania diamentu determinują zarówno rzadkość jego występowania jak i jego wysoką cenę. W związku z tym jedynie sztuczna synteza diamentu mogła dać produkt, który można by użyć w sposób przemysłowy.
Pierwsze eksperymenty związane z syntezą diamentu nabrały rozpędu po tym jak pewien Smithson Tennat odkrył, że diament jest postacią krystaliczną węgla pierwiastkowego, a stało się to w 1766. Później starano się w laboratoriach stworzyć porównywalne warunki, co w naturze. Pierwsze patenty należą do GE, którego naukowcy w 1955 roku wyprodukowali pierwszą serię syntetycznych diamentów. Synteza bazowała na zmianie grafitu w diament (zmiana obejmowała struktury geometrycznej) przy zastosowaniu ogromnych temperatur i ciśnień w obecności katalizatorów. W latach 80 tych użyto inną metodę CVD, polega ona na niskociśnieniowym wytwarzaniu diamentu syntetycznego z fazy gazowej. Technologia ta umożliwia nakładanie diamentu na duże powierzchnie. Diament taki posiada znaczną jednorodność struktury krystalograficznej i czystość chemiczną.
Na chwilę obecną, co roku produkuje się tony tego minerału, który niczym nie ustępuje prawdziwemu (oprócz ceny), a poza tym w warunkach kontrolowanych, jest możliwość produkowania ziaren o jednakowych parametrach, wielkości i struktury. Powszechność użycia go w technice wpłynęła doniośle na obniżenie jego ceny, a również ceny narzędzi z segmentami diamentowymi: tarcze diamentowe, wiertła diamentowe, ściernice diamentowe, i inne.
Przy produkcji narzędzi istotna jest klasa diamentu, im większe i bardziej symetryczne (zbliżone do naturalnego kryształu) ziarno diamentu, tym większe jego zdolności ścierająco-tnące. W zależności od charakteru zastosowania i rozmiaru narzędzia wyznaczono podział na ziarna w jednostkach mesh, który jest ilością oczek przypadającą na 1 cal. I tak: bardzo ogólna 8-12 mesh, ogólna 14-24 mesh, średnia 30-60 mesh, dokładna 70-120 mesh, bardzo dokładna 150-240 mesh, super dokładna 280-600 mesh. Info ze strony http://amarantus72.simplesite.com/
W technologii budowlanej (beton, grani, marmur, gres, terakota i asfalt) wykorzystuje się przede wszystkim ziarna syntetyczne o wielkości 20 - 60 mesh. Wielkość tych ziaren uzależniona jest od rodzaju opracowywanego materiału. Do materiału gruboziarnistego stosuje się grubsze ziarno, do drobnoziarnistego drobne. Mniejsze kryształy diamentowe znacznie poprawiają, jakość cięcia, jego gładkość. Postać ziarna zależna jest również od przybranej formy krystalicznej. Im bardziej idealna, tym większa odporność udarowa kryształu.

Witam
W dzisiejszym poście opiszę pilniki obrotowe z węglików spiekanych
Pilniki obrotowe wykonane są z wysokiej jakości węglików spiekanych, pozwala to na wykorzystanie ich do obróbki wielu materiałów o różnych stopniach twardości. Pilniki współpracują z szlifierkami prostymi o napędzie pneumatycznym lub elektrycznym. Gwarancją długotrwałej eksploatacji jest zagwarantowanie odpowiednich prędkości obrotowych, stąd pilniki nie nadają się do pracy z wiertarkami. Pilniki węglikowe występują w różnych kształtach i wymiarach, dostępne są frezy walcowe czołowe, stożki 90 st, kuliste, owalne, ostrołukowe spiczast.
Ceny różne my mamy taki - https://domtechniczny24.pl/pilniki-obrotowe-w%C4%99glikowe.html
Zwykle część chwytowa to trzpień o średnicy 6 mm.
Pilniki do metalu wykorzystuje się do usuwania gradów, powiększania otworów i rowków, wyrównania spawów i spoin, obróbki powierzchni krzywoliniowych, fazowania krawędzi.
Uzębienie pilnika może być wykonane w różny sposób. Rodzaje uzębienia zależą od obrabianego materiału.
Najczęściej używane uzębienia to: nacięcie pojedyncze i nacięcie podwójne.
Pilniki węglikowe z nacięciem pojedynczym stosuje się do ogólnego użytku dla obróbki miękkich materiałów, żeliwa, miedzi, brązu i mosiądzu.
Pilniki do metalu z nacięciem podwójnym tzw. łamaczem wióra umożliwiają na szybkie usuwanie naddatku w utwardzonychtwardych materiałach, zaprojektowane do tworzenia małego wióra i doskonałego wykończenia powierzchni, małe wióra pomagają wyeliminować obciążenie ostrzy.
Dla wszystkich pilników obrotowych inaczej niż w przypadku pilników ręcznych nie podaje się podziałki jako liczby całych zębów mieszczących się na jednym centymetrze długości pilnika, mierzonej w kierunku jego długości. Podaje się prędkość roboczą dla danego materiału.
Eksploatacja i bezpieczeństwo pracy:
Mocowanie pilnika w tulejce musi być stabilne i stanowić 2/3 długości części chwytowej. Przed zamocowaniem sprawdzić czy w tulejce rozprężnej nie znajdują się opiłki metalu, w razie potrzeby przedmuchać. Podczas pracy kontrolować czy frez pod wpływem obrotów nie wysuwa się z uchwytu. Frezować tylko przeciwbieżnie, frezy z węglikami wlutowanymi do trzpienia są wrażliwe na drgania. Jeżeli dostanie drgań to polecą zęby albo nawet może oderwać się cała główka.
Powierzchnia styku ostrza z materiałem obrabianym podczas obróbki powinna wynosić max 1/3 obwodu narzędzia.
Dla materiałów trudnoobrabialnych należy zmniejszyć parametry skrawania, aby zapobiec wcześniejszemu zużyciu narzędzia.
W czasie obróbki należy przestrzegać przepisów BHP, zwłaszcza pamiętać o okularach ochronnych i zabezpieczeniu szyi przed opiłkami. Praktycznym sposobem eliminacji opiłków może być stosowanie elektromagnesu.
Pozdrawiam
W dzisiejszym poście opiszę pilniki obrotowe z węglików spiekanych
Pilniki obrotowe wykonane są z wysokiej jakości węglików spiekanych, pozwala to na wykorzystanie ich do obróbki wielu materiałów o różnych stopniach twardości. Pilniki współpracują z szlifierkami prostymi o napędzie pneumatycznym lub elektrycznym. Gwarancją długotrwałej eksploatacji jest zagwarantowanie odpowiednich prędkości obrotowych, stąd pilniki nie nadają się do pracy z wiertarkami. Pilniki węglikowe występują w różnych kształtach i wymiarach, dostępne są frezy walcowe czołowe, stożki 90 st, kuliste, owalne, ostrołukowe spiczast.
Ceny różne my mamy taki - https://domtechniczny24.pl/pilniki-obrotowe-w%C4%99glikowe.html
Zwykle część chwytowa to trzpień o średnicy 6 mm.
Pilniki do metalu wykorzystuje się do usuwania gradów, powiększania otworów i rowków, wyrównania spawów i spoin, obróbki powierzchni krzywoliniowych, fazowania krawędzi.
Uzębienie pilnika może być wykonane w różny sposób. Rodzaje uzębienia zależą od obrabianego materiału.
Najczęściej używane uzębienia to: nacięcie pojedyncze i nacięcie podwójne.
Pilniki węglikowe z nacięciem pojedynczym stosuje się do ogólnego użytku dla obróbki miękkich materiałów, żeliwa, miedzi, brązu i mosiądzu.
Pilniki do metalu z nacięciem podwójnym tzw. łamaczem wióra umożliwiają na szybkie usuwanie naddatku w utwardzonychtwardych materiałach, zaprojektowane do tworzenia małego wióra i doskonałego wykończenia powierzchni, małe wióra pomagają wyeliminować obciążenie ostrzy.
Dla wszystkich pilników obrotowych inaczej niż w przypadku pilników ręcznych nie podaje się podziałki jako liczby całych zębów mieszczących się na jednym centymetrze długości pilnika, mierzonej w kierunku jego długości. Podaje się prędkość roboczą dla danego materiału.
Eksploatacja i bezpieczeństwo pracy:
Mocowanie pilnika w tulejce musi być stabilne i stanowić 2/3 długości części chwytowej. Przed zamocowaniem sprawdzić czy w tulejce rozprężnej nie znajdują się opiłki metalu, w razie potrzeby przedmuchać. Podczas pracy kontrolować czy frez pod wpływem obrotów nie wysuwa się z uchwytu. Frezować tylko przeciwbieżnie, frezy z węglikami wlutowanymi do trzpienia są wrażliwe na drgania. Jeżeli dostanie drgań to polecą zęby albo nawet może oderwać się cała główka.
Powierzchnia styku ostrza z materiałem obrabianym podczas obróbki powinna wynosić max 1/3 obwodu narzędzia.
Dla materiałów trudnoobrabialnych należy zmniejszyć parametry skrawania, aby zapobiec wcześniejszemu zużyciu narzędzia.
W czasie obróbki należy przestrzegać przepisów BHP, zwłaszcza pamiętać o okularach ochronnych i zabezpieczeniu szyi przed opiłkami. Praktycznym sposobem eliminacji opiłków może być stosowanie elektromagnesu.
Pozdrawiam

Witam
Warunki eksploatacyjne i użytkowe węży ssawno tłoczących.
Planując kupno węża do sprężonego powietrza, oleju, piaskarki czy innego, powinniśmy sobie odpowiedzieć na parę zagadnień. Planowanie pozwoli nam na uniknięcie wypadku, czy niewłaściwego działania maszyny czy procesu technologicznego.
Najistotniejsze pytania to:
Jakie medium planujemy tłoczyć lub ssać (substancja, która płynie przewodem).
Jaka musi być średnica wewnętrzna, jeśli wymagana również rozmiar wewnętrzny.
Czy znana jest temperatura pracy (temperatura płynącego medium i temperatura zewnętrzna).
Warunki nasłonecznienia, czynniki chemiczne występujące w otoczeniu (stałe i okresowe).
Czy istnieje ryzyko przekroczenia promienia gięcia węża, zmieniającego parametry wytrzymałościowe i wartości przesyłowe medium.
Czy istnieje groźba pojawienia się ładunków elektrycznych podczas przesyłania substancji.
Planowana długość węża.
A także wszystkie inne elementy mogące mieć oddziaływanie na pracę i bezpieczeństwo: takie jak warunki eksploatacyjne, drgania, odkształcenia przewodu w trakcie pracy ( w szczególności w wypadku przecinania przez przewód węzłów i lini komunikacyjnych - ruch pieszy, samochody, wózki widłowe i inne).
Metodę mocowania końcówek (zacisk, opaska) i gatunki używanych złączy i szybkozłączy.
Planowana mobilność zestawu (połączenie stacjonarne, połączenie wkrętarki pneumatycznej, pistoletu do malowania czy przedmuchiwania, piaskarki lub maszyny stacjonarnej)
OGÓLNE WYTYCZNE DOTYCZĄCE KORZYSTANIA Z WĘŻY SSAWNO TŁOCZĄCZYCH
Odpowiedni dobór węża to wybór produktu spełniającego wymagania techniczne istniejące przy konkretnej instalacji lub urządzeniu, zapewniający bezpieczną i bezawaryjną pracę. Będzie to miało, jak we wszelkich narzędziach i instalacjiach wpływ na końcową cenę i jakość.
Czym jest promień gięcia, jak osłabia wąż i jak go wyznaczyć.Info ze strony - https://majsterkowicz-kazik.weebly.com/
Pamiętać należy, że przy niewłaściwym zagięciu węża występują w nim niekorzystne zjawiska. W punkcie zgięcia, po stronie zewnetrznej wąż jest rozciągany a w przeciwległej ściskany. Sprawia to procentowe osłabienie węża i może doprowadzić do jego uszkodzenia. Następnym niepotrzebnym zjawiskiem jest zakłócenie przepływu mediumsubstancji. W przypadku substancji o właściwościach ściernych prowadzi to do stopnowego wycierania wewnętrznej części węża.
Jeżeli odpowiednia strona katalogowa nie określa, należy przyjąć następującą regułę:
Węże wytłaczane gładkie - 7,5 x średnica wewnętrzna
Węże ze wzmocnieniem poliamidowym do fi 50mm z odciskiem tkaniny – 6x średnica wewnętrzna
Węże ssawno-tłoczne – 6 x średnica wewnętrzna
Minimalna długość węża do utworzenia gięcia L min:
Lmin = ?/360° x 2?R
gdzie:
? - kąt gięcia
R - przewidziany promień gięcia
Przykład: chcąc utworzyć gięcie 90° przy promieniu gięcia R=200 (mm)
90/360 x 2
'l`123567890- ależy użyć węża o minimalnej długości 314 (mm)
Montaż węża na szybkozłączkach, złączkach i krućcach.
Trzeba zwrócić uwagę na to, aby krawędzie szybkozłączek nie były ostre, aby nie doprowadzać do przecinania warstwy wewnętrznej węża (dotyczy zarówno obejm, opasek jak i zakuć).
Węże techniczne produkowane w odcinkach, na ogół posiadają na końcach tzw kołnierze (odcinki bez spirali wewnętrznej), ułatwiające zamocowanie końcówek.
W wężach tych należy zamocować końcówki tak, aby króciec zachodził min. 1cm na część spiralną węża. Jeżeli węże techniczne są cięte z metra problem ten nie występuje.
Warunki eksploatacyjne i użytkowe węzy technicznych.
W trakcie użytkowania węży i przewodów należy przestrzegać następujących wytycznych:
- stosować ciśnienia robocze nieprzekraczające dozwolone, zapisane na boku węży.
- trzeba węże wpychać a nie wkręcać, zminimalizuje to skręt przewodu po zamocowaniu. Jeśli wąż nachodzi z trudem na kruciec, można go lekko podgrzać lub wkręcać o taki sam kąt w prawo i lewo.
- należy chronić przed wpływem czynników zewnętrznych (np. trzeba przewidzieć koryta do przejeżdżania nad wężami), przewodów nie powinno się przesuwać po ostrych krawędziach;
- po użyciu należy je przechowywać w odpowiednich warunkach;
- cyklicznie sprawdzać stan techniczny węży, uszkodzone przewody należy wycofać z użytku i zutylizować, opcjonalnie wstawić nowy odcinek. Tak składowane długo posłużą, ja mam silikonowy do soków to jego nie trzeba jakoś szczególnie przechowywać. A soki wychodzą super - https://wyrobydomowe.weebly.com/
Przewody trzeba przechowywać
- zrolowane w kręgi ułożone na drewnianych podestach w stosach o wysokości nie przekraczającej 0,5-1 metra.
- powieszone na odpowiednich uchwytach zabezpieczających przewody przed odkształcaniem.
- w temperaturze od +5oC do +25oC i nieznacznej wilgotności (należy zwracać uwagę, aby nie następowała kondensacja pary wodnej na powierzchniach węży gumowych).
- w magazynach pozbawionych oparów kwasów, zasad,i rozpuszczalników organicznych, jak również olejów i smarów oraz paliw płynnych.
- bezpośrednie nasłonecznienie i silne światło elektryczne wpływa szkodliwie na gumęi PCV. Z tego powodu w pomieszczeniach magazynowych, szyby powinny być zasłonięte.
To tyle pozdrawiam
Warunki eksploatacyjne i użytkowe węży ssawno tłoczących.
Planując kupno węża do sprężonego powietrza, oleju, piaskarki czy innego, powinniśmy sobie odpowiedzieć na parę zagadnień. Planowanie pozwoli nam na uniknięcie wypadku, czy niewłaściwego działania maszyny czy procesu technologicznego.
Najistotniejsze pytania to:
Jakie medium planujemy tłoczyć lub ssać (substancja, która płynie przewodem).
Jaka musi być średnica wewnętrzna, jeśli wymagana również rozmiar wewnętrzny.
Czy znana jest temperatura pracy (temperatura płynącego medium i temperatura zewnętrzna).
Warunki nasłonecznienia, czynniki chemiczne występujące w otoczeniu (stałe i okresowe).
Czy istnieje ryzyko przekroczenia promienia gięcia węża, zmieniającego parametry wytrzymałościowe i wartości przesyłowe medium.
Czy istnieje groźba pojawienia się ładunków elektrycznych podczas przesyłania substancji.
Planowana długość węża.
A także wszystkie inne elementy mogące mieć oddziaływanie na pracę i bezpieczeństwo: takie jak warunki eksploatacyjne, drgania, odkształcenia przewodu w trakcie pracy ( w szczególności w wypadku przecinania przez przewód węzłów i lini komunikacyjnych - ruch pieszy, samochody, wózki widłowe i inne).
Metodę mocowania końcówek (zacisk, opaska) i gatunki używanych złączy i szybkozłączy.
Planowana mobilność zestawu (połączenie stacjonarne, połączenie wkrętarki pneumatycznej, pistoletu do malowania czy przedmuchiwania, piaskarki lub maszyny stacjonarnej)
OGÓLNE WYTYCZNE DOTYCZĄCE KORZYSTANIA Z WĘŻY SSAWNO TŁOCZĄCZYCH
Odpowiedni dobór węża to wybór produktu spełniającego wymagania techniczne istniejące przy konkretnej instalacji lub urządzeniu, zapewniający bezpieczną i bezawaryjną pracę. Będzie to miało, jak we wszelkich narzędziach i instalacjiach wpływ na końcową cenę i jakość.
Czym jest promień gięcia, jak osłabia wąż i jak go wyznaczyć.Info ze strony - https://majsterkowicz-kazik.weebly.com/
Pamiętać należy, że przy niewłaściwym zagięciu węża występują w nim niekorzystne zjawiska. W punkcie zgięcia, po stronie zewnetrznej wąż jest rozciągany a w przeciwległej ściskany. Sprawia to procentowe osłabienie węża i może doprowadzić do jego uszkodzenia. Następnym niepotrzebnym zjawiskiem jest zakłócenie przepływu mediumsubstancji. W przypadku substancji o właściwościach ściernych prowadzi to do stopnowego wycierania wewnętrznej części węża.
Jeżeli odpowiednia strona katalogowa nie określa, należy przyjąć następującą regułę:
Węże wytłaczane gładkie - 7,5 x średnica wewnętrzna
Węże ze wzmocnieniem poliamidowym do fi 50mm z odciskiem tkaniny – 6x średnica wewnętrzna
Węże ssawno-tłoczne – 6 x średnica wewnętrzna
Minimalna długość węża do utworzenia gięcia L min:
Lmin = ?/360° x 2?R
gdzie:
? - kąt gięcia
R - przewidziany promień gięcia
Przykład: chcąc utworzyć gięcie 90° przy promieniu gięcia R=200 (mm)
90/360 x 2
'l`123567890- ależy użyć węża o minimalnej długości 314 (mm)
Montaż węża na szybkozłączkach, złączkach i krućcach.
Trzeba zwrócić uwagę na to, aby krawędzie szybkozłączek nie były ostre, aby nie doprowadzać do przecinania warstwy wewnętrznej węża (dotyczy zarówno obejm, opasek jak i zakuć).
Węże techniczne produkowane w odcinkach, na ogół posiadają na końcach tzw kołnierze (odcinki bez spirali wewnętrznej), ułatwiające zamocowanie końcówek.
W wężach tych należy zamocować końcówki tak, aby króciec zachodził min. 1cm na część spiralną węża. Jeżeli węże techniczne są cięte z metra problem ten nie występuje.
Warunki eksploatacyjne i użytkowe węzy technicznych.
W trakcie użytkowania węży i przewodów należy przestrzegać następujących wytycznych:
- stosować ciśnienia robocze nieprzekraczające dozwolone, zapisane na boku węży.
- trzeba węże wpychać a nie wkręcać, zminimalizuje to skręt przewodu po zamocowaniu. Jeśli wąż nachodzi z trudem na kruciec, można go lekko podgrzać lub wkręcać o taki sam kąt w prawo i lewo.
- należy chronić przed wpływem czynników zewnętrznych (np. trzeba przewidzieć koryta do przejeżdżania nad wężami), przewodów nie powinno się przesuwać po ostrych krawędziach;
- po użyciu należy je przechowywać w odpowiednich warunkach;
- cyklicznie sprawdzać stan techniczny węży, uszkodzone przewody należy wycofać z użytku i zutylizować, opcjonalnie wstawić nowy odcinek. Tak składowane długo posłużą, ja mam silikonowy do soków to jego nie trzeba jakoś szczególnie przechowywać. A soki wychodzą super - https://wyrobydomowe.weebly.com/
Przewody trzeba przechowywać
- zrolowane w kręgi ułożone na drewnianych podestach w stosach o wysokości nie przekraczającej 0,5-1 metra.
- powieszone na odpowiednich uchwytach zabezpieczających przewody przed odkształcaniem.
- w temperaturze od +5oC do +25oC i nieznacznej wilgotności (należy zwracać uwagę, aby nie następowała kondensacja pary wodnej na powierzchniach węży gumowych).
- w magazynach pozbawionych oparów kwasów, zasad,i rozpuszczalników organicznych, jak również olejów i smarów oraz paliw płynnych.
- bezpośrednie nasłonecznienie i silne światło elektryczne wpływa szkodliwie na gumęi PCV. Z tego powodu w pomieszczeniach magazynowych, szyby powinny być zasłonięte.
To tyle pozdrawiam

Witam
Obróbka skrawaniem stali nierdzewnych zawsze przysparza wiele problemów. Kwasówka jest ciągliwa i podczas pracy lepi się do gwintowników, wierteł. Skutkuje to odsunięciem krawędzi skrawającej narzędzia od obrabianego przedmiotu, bardzo szybkie nagrzewanie, często słychać charakterystyczny pisk. Narzędzie traci swoje właściwości, tępi się i nie nadaje do dalszej obróbki. Wyjściem z tego problemu są specjalne narzędzia do obróbki stali INOX: wiertła kobaltowe, narzynki do stali nierdzewnej, gwintowniki INOX, frezy INOX i inne. Oprócz tego konieczne jest używanie specjalnych dedykowanych płynów do wiercenia i gwintowania nierdzewki np. TEREBOR.
Miałem niedawno możliwość przekonania sie na własnej skórze, co to znaczy nacinanie gwintu na szpilce z nierdzewki zwykłą narzynką i narzynką do stali nierdzewnej z użyciem Tereboru. W pierwszym wypadku zwykła narzynka zrywała zwoje, bardzo ciężko szło i gwint wyglądał tragicznie. W niektórych miejscach był zerwany nawet na połowie obwodu. W drugim wypadku w ruch poszła narzynka do stali nierdzewnych i olej Terebor. Efekt był zupełnie inny, pełny gładki gwint szybko i sprawnie nacięty. Błąd polegał jedynie na tym, że krzywo zaczęliśmy, ale to sprawa wprawy i przygotowania czoła pręta.
Analogicznie ma się sprawa z gwintownikami do stali INOX. Wykonane są ze stali HSSE i posiadają geometrię i powłoki umożliwiające obróbkę stali nierdzewnych. Gwintowniki ręczne i wysokowydajne stosuje sie w obróbce stali nierdzewnych austenitycznych, stali nierdzewnych ferrytyczno-austenitycznych (duplex).
https://domtechniczny24.pl/gwintowniki-r%C4%99czne-iso-3523-inox-hsse.html
Występuje kilka typów gwintowników zależnie od przeznaczenia ręczne HSSE i HSSE z powłoką TIN, oraz wysokowydajne, przeznaczone do pracy na obrabiarkach konwencjonalnych i CNC.:
Poniżej kilka ich typów:
Ręczne HSSE
Do otworów nieprzelotowych < 2,5xD
Gwintownik INOX R40 HL
Cechy gwintownika:
Supergładka i odporna na ścieranie powłoka HL,
Rowki spiralne 40
Opuszczenie stożkowe średnicy zewnętrznej gwintu
Wzmocniona konstrukcja
Materiał HSSE
Nakrój C (2-3xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Gwintownik INOX R40 OX
Cechy gwintownika:
Azotopasywowane OX
Rowki spiralne 40
Opuszczenie stożkowe średnicy zewnętrznej gwintu
Wzmocniona konstrukcja
Materiał HSSE
Nakrój C (2-3xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Do otworów przelotowych < 3xD
Gwintownik INOX B HL
Cechy gwintownika:
Supergładka i odporna na ścieranie powłoka HL
Rowki proste ze skośną powierzchnią natarcia
Materiał HSSE
Nakrój B (4-5xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Gwintownik INOX B OX
Cechy gwintownika:
Azotopasywowane OX
Rowki proste ze skośną powierzchnią natarcia
Materiał HSSE
Nakrój B (4-5xP)
Wykonanie wg DIN-371; DIN-376; DIN-374.
Obróbka skrawaniem stali nierdzewnych zawsze przysparza wiele problemów. Kwasówka jest ciągliwa i podczas pracy lepi się do gwintowników, wierteł. Skutkuje to odsunięciem krawędzi skrawającej narzędzia od obrabianego przedmiotu, bardzo szybkie nagrzewanie, często słychać charakterystyczny pisk. Narzędzie traci swoje właściwości, tępi się i nie nadaje do dalszej obróbki. Wyjściem z tego problemu są specjalne narzędzia do obróbki stali INOX: wiertła kobaltowe, narzynki do stali nierdzewnej, gwintowniki INOX, frezy INOX i inne. Oprócz tego konieczne jest używanie specjalnych dedykowanych płynów do wiercenia i gwintowania nierdzewki np. TEREBOR.
Miałem niedawno możliwość przekonania sie na własnej skórze, co to znaczy nacinanie gwintu na szpilce z nierdzewki zwykłą narzynką i narzynką do stali nierdzewnej z użyciem Tereboru. W pierwszym wypadku zwykła narzynka zrywała zwoje, bardzo ciężko szło i gwint wyglądał tragicznie. W niektórych miejscach był zerwany nawet na połowie obwodu. W drugim wypadku w ruch poszła narzynka do stali nierdzewnych i olej Terebor. Efekt był zupełnie inny, pełny gładki gwint szybko i sprawnie nacięty. Błąd polegał jedynie na tym, że krzywo zaczęliśmy, ale to sprawa wprawy i przygotowania czoła pręta.
Analogicznie ma się sprawa z gwintownikami do stali INOX. Wykonane są ze stali HSSE i posiadają geometrię i powłoki umożliwiające obróbkę stali nierdzewnych. Gwintowniki ręczne i wysokowydajne stosuje sie w obróbce stali nierdzewnych austenitycznych, stali nierdzewnych ferrytyczno-austenitycznych (duplex).
https://domtechniczny24.pl/gwintowniki-r%C4%99czne-iso-3523-inox-hsse.html
Występuje kilka typów gwintowników zależnie od przeznaczenia ręczne HSSE i HSSE z powłoką TIN, oraz wysokowydajne, przeznaczone do pracy na obrabiarkach konwencjonalnych i CNC.:
Poniżej kilka ich typów:
Ręczne HSSE
Do otworów nieprzelotowych < 2,5xD
Gwintownik INOX R40 HL
Cechy gwintownika:
Supergładka i odporna na ścieranie powłoka HL,
Rowki spiralne 40
Opuszczenie stożkowe średnicy zewnętrznej gwintu
Wzmocniona konstrukcja
Materiał HSSE
Nakrój C (2-3xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Gwintownik INOX R40 OX
Cechy gwintownika:
Azotopasywowane OX
Rowki spiralne 40
Opuszczenie stożkowe średnicy zewnętrznej gwintu
Wzmocniona konstrukcja
Materiał HSSE
Nakrój C (2-3xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Do otworów przelotowych < 3xD
Gwintownik INOX B HL
Cechy gwintownika:
Supergładka i odporna na ścieranie powłoka HL
Rowki proste ze skośną powierzchnią natarcia
Materiał HSSE
Nakrój B (4-5xP)
Wykonanie wg DIN-371; DIN-376; DIN-374
Gwintownik INOX B OX
Cechy gwintownika:
Azotopasywowane OX
Rowki proste ze skośną powierzchnią natarcia
Materiał HSSE
Nakrój B (4-5xP)
Wykonanie wg DIN-371; DIN-376; DIN-374.

Dzisiaj cokolwiek o niwelatorach laserowych i optycznych.
Polski rynek obfituje w różnego rodzaju marki niwelatorów, ja opiszę Nivel System, która jest obecna na naszej ekspozycji od 2003r. Obejmuje przyrządy pomiarowe dla geodetów i budowlańców, cechuje je dostępna cena z jednoczesną gwarancją odpowiedniej, jakości, co zapewnia możliwość użycia w wielu zastosowaniach, profesjonalnego zestawu pomiarowego kosztem znacznie niższym niż do tej pory. I jest to bardzo ważna sprawa, szczególnie w obecnych trudnych czasach.
Niwelatory Nivel System cechują się własnym oryginalnym wzornictwem i kolorystyką, spełniają wysokie normy pyłoszczelności i wodoodpornośći IP (co oznacza klasa IP napisałem wcześniej). Wszystkie instrumenty posiadają 24 miesięczną gwarancją.
Podstawowym produktem z grupy laserów obrotowych jest model NL300 teraz jego następca NL 301.
https://domtechniczny24.pl/rotacyjne-niwelatory-laserowe.html -NL 301 w zestawie.
Dysponuje on funkcję autopoziomowania, po włączeniu przyrząd sam spoziomuje się i po paru sekundach jest gotów do pracy. Generowana wiązka laserowa jest najlepiej widzialna do środka budynków, wyświetlona na ścianie tworzy linię referencyjną dla prac poziomych lub pionowych. Podczas pracy niwelator laserowy współdziała z odbiornikiem i łatą laserową, dięki temu mamy dokładny zestaw niwelacyjny przydatny na zewnątrz a pomiary dokonywane są jednoosobowo. Funkcja skanowania umożliwia zawężenie wyświetlanej wiązki w zadanym zakresie, w ten sposób uzyskujemy referencyjną linię lasera jedynie tam, gdzie przeprowadzamy prace.
Niwelator umożliwia pracę zarówno z wiązką poziomą i pionową. Płaszczyzna może być pochylana w zależności od potrzeb w jednym lub dwóch kierunkach, dzięki czemu laser może być wykorzystywany przy takich pracach jak wylewanie posadzek, czy niwelacja i przygotowanie powierzchni pod kostkę brukową, boisko, czy drogę dojazdową- zapewniając odprowadzenie wody zgodnie z zaprojektowanymi spadkami. Przy pracach konstrukcyjnych przydatnym staje się pionownik laserowy, który stanowi oś generowanej rotacyjnie płaszczyzny laserowej. Funkcjonalność ta dostarcza dokładne wpasowanie się lasera przy pracach prostopadłych, czy podczas przenoszenia punktów (pionownik wyświetlany jest do dołu i do góry jednocześnie). W przypadku prac na zewnątrz i przy większych zasięgach potrzebny jest odbiornik laserowy (niwelator laserowy NL300 w zestawie), zapewniający możliwość odbioru sygnału w zakresie do 250 metrów, czyli 500 jeżeli stoi w środku. Różne prędkości obrotów głowicy zapewniają wykorzystanie lasera także przy robotach instalacyjnych wewnątrz budynku jak i przy sterowaniu maszynami, gdzie wymagane są wyższe prędkości (600 obr/min).
Niwelator ma elektroniczny kompensator, eliminujący drgania i zapewniający precyzyjnie poziomowanie płaszczyzny laserowej. Elektroniczny kompensator, w zestawieniu z magnetycznym jest dużo bardzie dokładny, szczególnie w przypadku pomiarów budowlanych gdzie teren może drgać wskutek pracy koparek. Sprzęt jest odporny na działanie kurzu i wody, zaświadczony bardzo wysoką klasą IP64. Głowica rotacyjna osłonięta jest szklanym korpusem, a obudowa lasera posiada gumowe osłony chroniące przed uszkodzeniem wskutek uderzenia, niewielkiego uderzenia.
Niwelator laserowy NL300 posiada prosty panel sterowania, i nie ma kłopotu z jego obsługą, co ewidentnie nie zwalnia posiadacza z przeczytania instrukcji. Zarządzanie funkcjami, odbywa się w sposób manualny. Funkcje lasera mogą być nastawiane zarówno z panelu jak i z pilota zdalnego sterowania (tylko w zestawie). Laser zasilany jest na 3 sposoby: akumulatorki, baterie i bezpośrednio z sieci.
To tyle miłego dnia.
Polski rynek obfituje w różnego rodzaju marki niwelatorów, ja opiszę Nivel System, która jest obecna na naszej ekspozycji od 2003r. Obejmuje przyrządy pomiarowe dla geodetów i budowlańców, cechuje je dostępna cena z jednoczesną gwarancją odpowiedniej, jakości, co zapewnia możliwość użycia w wielu zastosowaniach, profesjonalnego zestawu pomiarowego kosztem znacznie niższym niż do tej pory. I jest to bardzo ważna sprawa, szczególnie w obecnych trudnych czasach.
Niwelatory Nivel System cechują się własnym oryginalnym wzornictwem i kolorystyką, spełniają wysokie normy pyłoszczelności i wodoodpornośći IP (co oznacza klasa IP napisałem wcześniej). Wszystkie instrumenty posiadają 24 miesięczną gwarancją.
Podstawowym produktem z grupy laserów obrotowych jest model NL300 teraz jego następca NL 301.
https://domtechniczny24.pl/rotacyjne-niwelatory-laserowe.html -NL 301 w zestawie.
Dysponuje on funkcję autopoziomowania, po włączeniu przyrząd sam spoziomuje się i po paru sekundach jest gotów do pracy. Generowana wiązka laserowa jest najlepiej widzialna do środka budynków, wyświetlona na ścianie tworzy linię referencyjną dla prac poziomych lub pionowych. Podczas pracy niwelator laserowy współdziała z odbiornikiem i łatą laserową, dięki temu mamy dokładny zestaw niwelacyjny przydatny na zewnątrz a pomiary dokonywane są jednoosobowo. Funkcja skanowania umożliwia zawężenie wyświetlanej wiązki w zadanym zakresie, w ten sposób uzyskujemy referencyjną linię lasera jedynie tam, gdzie przeprowadzamy prace.
Niwelator umożliwia pracę zarówno z wiązką poziomą i pionową. Płaszczyzna może być pochylana w zależności od potrzeb w jednym lub dwóch kierunkach, dzięki czemu laser może być wykorzystywany przy takich pracach jak wylewanie posadzek, czy niwelacja i przygotowanie powierzchni pod kostkę brukową, boisko, czy drogę dojazdową- zapewniając odprowadzenie wody zgodnie z zaprojektowanymi spadkami. Przy pracach konstrukcyjnych przydatnym staje się pionownik laserowy, który stanowi oś generowanej rotacyjnie płaszczyzny laserowej. Funkcjonalność ta dostarcza dokładne wpasowanie się lasera przy pracach prostopadłych, czy podczas przenoszenia punktów (pionownik wyświetlany jest do dołu i do góry jednocześnie). W przypadku prac na zewnątrz i przy większych zasięgach potrzebny jest odbiornik laserowy (niwelator laserowy NL300 w zestawie), zapewniający możliwość odbioru sygnału w zakresie do 250 metrów, czyli 500 jeżeli stoi w środku. Różne prędkości obrotów głowicy zapewniają wykorzystanie lasera także przy robotach instalacyjnych wewnątrz budynku jak i przy sterowaniu maszynami, gdzie wymagane są wyższe prędkości (600 obr/min).
Niwelator ma elektroniczny kompensator, eliminujący drgania i zapewniający precyzyjnie poziomowanie płaszczyzny laserowej. Elektroniczny kompensator, w zestawieniu z magnetycznym jest dużo bardzie dokładny, szczególnie w przypadku pomiarów budowlanych gdzie teren może drgać wskutek pracy koparek. Sprzęt jest odporny na działanie kurzu i wody, zaświadczony bardzo wysoką klasą IP64. Głowica rotacyjna osłonięta jest szklanym korpusem, a obudowa lasera posiada gumowe osłony chroniące przed uszkodzeniem wskutek uderzenia, niewielkiego uderzenia.
Niwelator laserowy NL300 posiada prosty panel sterowania, i nie ma kłopotu z jego obsługą, co ewidentnie nie zwalnia posiadacza z przeczytania instrukcji. Zarządzanie funkcjami, odbywa się w sposób manualny. Funkcje lasera mogą być nastawiane zarówno z panelu jak i z pilota zdalnego sterowania (tylko w zestawie). Laser zasilany jest na 3 sposoby: akumulatorki, baterie i bezpośrednio z sieci.
To tyle miłego dnia.

Kluczowe informacje o frezowaniu drewna frezarkami górnowrzecionowymi.
Frezowanie obok procesu toczenia i wiercenia jest jedną z najpowszechniejszych form obróbki wiórowej. Bazuje na zgrubnej obróbce powierzchni płaskich (płaszczyzn), rowków, powierzchni kształtowych, wpustowych i kopiowaniu zarysów.
Frezowanie wykonywane jest obrotowymi narzędziami wieloostrzowymi (frezami) na maszynach nazywanych frezarkami.
W większości odmian frezowania ruch roboczy jest prostoliniowy lub kszywoliniowy – wykonuje je element obrabiany w przypadku frezarek stacjonarnych dolnowrzecionowych lub elektronarzędzie w przypadku frezarek górnowrzecionowych. Te ostatnie będą tematem niniejszego tekstu.
Natomiast ruch roboczy (obrotowy) wykonywany jest przez narzędzie.
Operacje technologiczne wykonywane na frezarkach zależne są od modelu zastosowanego frezu. Rozróżnia się frezowanie obwodowe, w którym frez obrabia ostrzami leżącymi prostopadle do osi wrzeciona i frezowanie czołowe, w którym frez obrabia zębami położonymi równolegle do osi wrzeciona.
Ze względu na bezpieczeństwo na frezarkach górnowrzecionowych robota odbywa się jedynie przeciwbieżnie (kierunek ruchu posuwowego jest przeciwny do kierunku ruchu roboczego).
W czasie przeciwbieżnego frezowania drewna, lepiej kontrolujemy prowadzenie materiału po łożysku lub wzdłuż prowadnicy. W konsekwencji uzyskujemy lepszą jakość powierzchni i minimalizujemy zagrożenie odbicia freza.
Najczęstrzą czynnością jest krawędziowanie. Zależnie od kształtu freza uzyskujemy różne kształty: wypukłe i wklęsłe łukowe, fazowanie 45o, kształtowe ozdobne. Frezy do krawędzi wyposażone są najczęściej łożysko prowadzące, które możemy prowadzić zarówno po krawędziach prostych jak i krzywoliniowych. Jedną z odmian krawędziowania jest wymóg uzyskania estetycznego wyglądu połączenia elementów konstrukcji [łączonych|montowanych} prostopadle i równolegle. Jeżeli brzegi zostaną „na ostro” to po złożeniu części możemy zauważyć niedokładności pasowania.
Wyjściem jest wykonanie delikatnych zaokrągleń krawędzi. W efekcie otrzymamy estetyczne połączenie.
Wielkość fazowania w przypadku freza łukowego z łożyskiem oporowym zależne jest od głębokości wysuniętego freza
Do innych operacji należą:
- frezowanie rowków w tym wypadku stosujemy frez palcowy 8 mm, 10 mm i większe.
- wyrównanie po okleinowaniu specjalnym frezem do oklein z łożyskiem oporowym
- wykonywanie połączeń typu T. Frez do połączeń składa się z trzpienia, dwóch frezów tarczowych, łożyska oporowego i nakrętki blokującej.
Frezy dostępne na naszej stronce - https://domtechniczny24.pl/frezy-do-drewna.html.
Większość frezów opiera się o 1 lub 2 krawędzie skrawające wykonane z węglików spiekanych o różnych kształtach, rzadziej z stali HSS. Takie rozwiązanie gwarantuje długą żywotność frezów. Wynika to z prostego faktu. Drewno jest słabym przewodnikiem ciepła a więc w niewielkim stopniu absorbuje ciepło powstające w trakcie skrawania. Dochodzi wtedy do znacznego rozgrzania się ostrzy skrawających. Na dodatek częstym przypadkiem jest przypalanie drewna.
Opisany fakt determinuje również parametry skrawania:
- trzeba stosować jedynie ostre narzędzia.
- stosować możliwie duże prędkości skrawania i szybki posuw.
- stosować wymuszone odprowadzanie wiórów przez podłączenie odkurzacza, {spowoduje to ruch powietrza i chłodzenie freza.
Kolejnym istotnym elementem jest poprawnego zamocowanie materiału obrabianego i freza. Obrabiane detale mocujemy na stabilnym stole przynajmniej w 2-3 punktach. Trzeba pamiętać aby zastosowane ściski nie ograniczały pracy frezarki. Stopa frezarki powinna bez problemu przesuwać się po materiale obrabianym lub po szynach.
Mocowanie freza. Frezy do frezarek górnowrzecionowych mocuje się w tulejkach zaciskowych dokręcanych nakrętką ( najczęściej jest to średnica 8 mm, żadziej 6 i 12mm).W większości frezarek jest system blokowania wrzeciona, znacznie ułatwiający odkręcanie nakrętki. Frezy kształtowe trzeba wsunąc przynajmniej na głębokość tulejki mocującej, zazwyczaj jest to 15 mm.
Powyższe dane powinny wtajemniczyć każdego w kwestię frezowania drewna frezarkami górnowrzecionowymi. I jeszcze uwaga proszę zaznajomić się z instrukcją dołączoną do maszyny. Powinno być tam przejrzyście objaśnione jak nastawiać głębokości frezowania na zderzakach i trzpieniu wskazującym.
Pozdrawiam
Frezowanie obok procesu toczenia i wiercenia jest jedną z najpowszechniejszych form obróbki wiórowej. Bazuje na zgrubnej obróbce powierzchni płaskich (płaszczyzn), rowków, powierzchni kształtowych, wpustowych i kopiowaniu zarysów.
Frezowanie wykonywane jest obrotowymi narzędziami wieloostrzowymi (frezami) na maszynach nazywanych frezarkami.
W większości odmian frezowania ruch roboczy jest prostoliniowy lub kszywoliniowy – wykonuje je element obrabiany w przypadku frezarek stacjonarnych dolnowrzecionowych lub elektronarzędzie w przypadku frezarek górnowrzecionowych. Te ostatnie będą tematem niniejszego tekstu.
Natomiast ruch roboczy (obrotowy) wykonywany jest przez narzędzie.
Operacje technologiczne wykonywane na frezarkach zależne są od modelu zastosowanego frezu. Rozróżnia się frezowanie obwodowe, w którym frez obrabia ostrzami leżącymi prostopadle do osi wrzeciona i frezowanie czołowe, w którym frez obrabia zębami położonymi równolegle do osi wrzeciona.
Ze względu na bezpieczeństwo na frezarkach górnowrzecionowych robota odbywa się jedynie przeciwbieżnie (kierunek ruchu posuwowego jest przeciwny do kierunku ruchu roboczego).
W czasie przeciwbieżnego frezowania drewna, lepiej kontrolujemy prowadzenie materiału po łożysku lub wzdłuż prowadnicy. W konsekwencji uzyskujemy lepszą jakość powierzchni i minimalizujemy zagrożenie odbicia freza.
Najczęstrzą czynnością jest krawędziowanie. Zależnie od kształtu freza uzyskujemy różne kształty: wypukłe i wklęsłe łukowe, fazowanie 45o, kształtowe ozdobne. Frezy do krawędzi wyposażone są najczęściej łożysko prowadzące, które możemy prowadzić zarówno po krawędziach prostych jak i krzywoliniowych. Jedną z odmian krawędziowania jest wymóg uzyskania estetycznego wyglądu połączenia elementów konstrukcji [łączonych|montowanych} prostopadle i równolegle. Jeżeli brzegi zostaną „na ostro” to po złożeniu części możemy zauważyć niedokładności pasowania.
Wyjściem jest wykonanie delikatnych zaokrągleń krawędzi. W efekcie otrzymamy estetyczne połączenie.
Wielkość fazowania w przypadku freza łukowego z łożyskiem oporowym zależne jest od głębokości wysuniętego freza
Do innych operacji należą:
- frezowanie rowków w tym wypadku stosujemy frez palcowy 8 mm, 10 mm i większe.
- wyrównanie po okleinowaniu specjalnym frezem do oklein z łożyskiem oporowym
- wykonywanie połączeń typu T. Frez do połączeń składa się z trzpienia, dwóch frezów tarczowych, łożyska oporowego i nakrętki blokującej.
Frezy dostępne na naszej stronce - https://domtechniczny24.pl/frezy-do-drewna.html.
Większość frezów opiera się o 1 lub 2 krawędzie skrawające wykonane z węglików spiekanych o różnych kształtach, rzadziej z stali HSS. Takie rozwiązanie gwarantuje długą żywotność frezów. Wynika to z prostego faktu. Drewno jest słabym przewodnikiem ciepła a więc w niewielkim stopniu absorbuje ciepło powstające w trakcie skrawania. Dochodzi wtedy do znacznego rozgrzania się ostrzy skrawających. Na dodatek częstym przypadkiem jest przypalanie drewna.
Opisany fakt determinuje również parametry skrawania:
- trzeba stosować jedynie ostre narzędzia.
- stosować możliwie duże prędkości skrawania i szybki posuw.
- stosować wymuszone odprowadzanie wiórów przez podłączenie odkurzacza, {spowoduje to ruch powietrza i chłodzenie freza.
Kolejnym istotnym elementem jest poprawnego zamocowanie materiału obrabianego i freza. Obrabiane detale mocujemy na stabilnym stole przynajmniej w 2-3 punktach. Trzeba pamiętać aby zastosowane ściski nie ograniczały pracy frezarki. Stopa frezarki powinna bez problemu przesuwać się po materiale obrabianym lub po szynach.
Mocowanie freza. Frezy do frezarek górnowrzecionowych mocuje się w tulejkach zaciskowych dokręcanych nakrętką ( najczęściej jest to średnica 8 mm, żadziej 6 i 12mm).W większości frezarek jest system blokowania wrzeciona, znacznie ułatwiający odkręcanie nakrętki. Frezy kształtowe trzeba wsunąc przynajmniej na głębokość tulejki mocującej, zazwyczaj jest to 15 mm.
Powyższe dane powinny wtajemniczyć każdego w kwestię frezowania drewna frezarkami górnowrzecionowymi. I jeszcze uwaga proszę zaznajomić się z instrukcją dołączoną do maszyny. Powinno być tam przejrzyście objaśnione jak nastawiać głębokości frezowania na zderzakach i trzpieniu wskazującym.
Pozdrawiam

Zapraszam do czytania
Wirtualny adres jest szybko dostpny, ale niebezpieczny bo może zniknąć jak zabraknie prądu.